
مقدمه
رويكردهاي نوين در تامين مرغوبيت و كيفيت كالا و محصولات توليدي، با هر عنوان كه ناميده شود – خواه مديريت كيفيت فراگير (جامع) TQM يا كنترل كيفيت فراگير TQC، خواه فرهنگ كيفيت فراگير (جامع) و چه در جهت گيري آتي آن يعني رهبري كيفيت فراگير TQL- هدف واحد و مشتركي را دنبال مي نمايد كه همانا حصول اطمينان در سازگاري كالا يا خدمات با نيازهاي مشتريان است.
و جالب اينجاست كه علم آمار و روشهاي آماري در اين عرصه نيز حرفهاي بسياري براي گفتن دارد، كه نشان از كاربردي بودن و همگاني بودن آن دارد.
در اين مجال به طور خلاصه به برخي نكات در خصوص كنترل كيفيت آماري مي پردازيم.
آماره هاي توصيفي و هيستوگرام ها در مديريت كيفيت
هيچگاه نبايد روشها و آماره هاي توصيفي را در آمار دست كم گرفت. شايد بسياري از اطلاعات و تحليلها را بتوان با يك توصيف كامل و زيبا با استفاده از آماره هاي توصيفي بدست آورد. بخش عمده اي از اطلاعات مربوط به مديريت كيفيت را مي توان به وسيله هيستوگرام، تجسم و تجزيه و تحليل نمود.
به عنوان مثال چنانچه از قطعات فلزي ساخته شده نمونه اي با حجم 50 اخذ و اطلاعات آنرا در نرم افزار ميني تب (مي ني تب يا همان Minitab) وارد و نمودار هيستوگرام آنرا رسم نماييم، داريم:
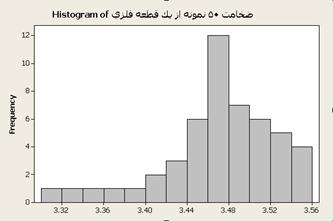
ضمنا ميانگين مشاهدات 3/46 و انحراف معيار آن نيز 0/056 مي باشد.
حال بديهي است مسئول كنترل كيفيت خط توليد قطعه فوق به دقت در نمودار و ميانگين و انحراف معيار آن، اطلاعات بسياري از فرايند توليد بدست خواهد آورد. به عنوان مثال در نمودار مشاهده مي شود كه بيشترين قطعات در بازه 3/46 تا 3/50 توليد شده اند. به طور خلاصه كاربرد هيستوگرام به شرح زير است:
كاربرد هيستوگرام در كنترل كيفيت
چگونه مي توان يك هيستوگرام را مطالعه كرده و در عمل از آن استفاده نمود؟ براي اين منظور موارد زير قابل توجه است:
1- شكل توزيع
با مشاهده يك هيستوگرام معمولا مي توان اين موارد را بررسي كرد؛
الف- فراواني: در مثال فوق مي توان به اين سوال پاسخ گفت كه بيشترين ضخامت قطعات فلزي از نظر تعداد (فراواني) چه اندازه است؛ بديهي است كه مرتفع ترين ستون هيستوگرام بيشترين فراواني را نشان مي دهد.
ب- وسعت پراكندگي: با توجه به وسعت (پهنا يا باريكي)، مي توان در مورد وسعت پراكندگي قضاوت كرد. در مثال فوق مشاهده مي گردد كه پراكندگي نسبتا مطلوب است.
ج- تقارن توزيع: با توجه به شكل هيستوگرام، مي توان دريافت كه آيا توزيع متقارن است يا خير و به اين ترتيب ويژگيهاي آماري را استنباط كرد.
د- معوج بودن توزيع: بديهي است كه با توجه به شكل هيستوگرام هر گونه كجي در توزيع را مي توان تشخيص داد.
ه- وجود قله در توزيع: اگر قله اي در هيستوگرام وجود داشته باشد و اين قله در حدود ميانگين استاندارد توليد نباشد، در اين صورت بديهي است كه توليد محصول، به طور عمده، دور از حدود استاندارد صورت مي گيرد. كه اين نكته اي مهم و در خور توجه است.
2- شيب دار بودن هيستوگرام
شيب دار بودن هيستوگرام معمولا غير عادي بوده، نشان دهنده وجود اشكال در كار است. در اين صورت بايد با مراقبت بيشتري كنترل كيفيت را انجام داد.
3- دندانه دار بودن هيستوگرام
به طور كلي دندانه اي بودن هيستوگرام، غير عادي و نشانه وجود اشكال در كار است؛ در غالب موارد اين اشكال مي تواند به وسايل اندازه گيري يا عمليات كنترل كيفيت مربوط شود.
4- مقايسه هيستوگرام با حدود قابل قبول
بايد روي هيستوگرام حدود قابل قبول توليد را مشخص نمود و آنگاه هيستوگرام و پراكندگي آماري را با حدود قابل قبول مقايسه نمود. در اين مقايسه بايد به اين نكات توجه داشت كه آيا فرآورده ها يا توليدات با حدود قابل قبول تطبيق مي نمايد؟ در غير اينصورت بايد ديد درصد محصولات خارج از حدود قابل قبول چقدر است. آيا ميانگين درست در مركز حدود قابل قبول قرار دارد؟ در غير اينصورت بايد تفاوت را تعيين و ارزيابي نمود.
5- مقايسه هيستوگرام ها
مي توان در طول زمان و هنگام انجام كنترل كيفيت آماري، هيستوگرام هاي مربوط به كيفيت توليد را با هم مقايسه نمود و به اين ترتيب به استقرار وضعيت مطلوب توليد يا پيشرفت نقص و عيب در توليد پي برد. همچنين ممكن است بر اين اساس قضاوت نمود كه عدم مطلوبيت توليد، در موارد خاصي به طور تصادفي اتفاق افتاده باشد يا آنكه پس از رفع نقص، با مقايسه هيستوگرام هاي بعدي، به پيشرفت و بهبود وضعيت توليد و كيفيت آن پي ببريم.
6- ناپيوستگي در هيستوگرام
وجود ناپيوستگي (عدم وجود مشاهده در يك بازه خاص) در هيستوگرام معمولا دليل بر وجود عوامل غير عادي در توليد است.
نمودار پارتو
يك اصل بسيار زيبا در دل اين نمودار نهفته است كه آنرا به عنوان يكي از اصول زندگي مي توان مد نظر قرار داد. اصل پارتو بيان مي كند كه :
هشتاد درصد مشكلات تنها توسط بيست درصد از علتها بوجود مي آيند
به عبارت ديگر هنگام توليد يك محصول مي توان اينگونه بيان داشت كه هشتاد درصد نقائص و عيوب محصول از بيست درصد علتها ناشي شده است. و هنر نمودار پارتو اين است كه اين بيست درصد را براي ما به نمايش مي گذارد.
در اصل نمودار پارتو نمودار فراواني از علت هاي ممكنه در توليد يك محصول معيوب مي باشد كه از بيشترين فراواني به كمترين مرتب شده است. و با توجه به آن بايد ابتدا براي رفع عيوبي برنامه ريزي كرد كه باعث بيشترين تاثير مي گردند (اصل پارتو).
مي توان گفت نمودار پارتو اولين قدم براي بهبود كيفيت و يك ابزار ضروري براي شناخت صحيح هدف و كوششهايي كه براي رفع نقص لازم است، مي باشد .
نمودارهاي كنترل (X-bar, R , P, U , C)
علاوه بر بررسي كنترل كيفيت از طريق روشهاي توصيفي آماري و هيستوگرام ها، براي زير نظر داشتن يك كنترل فرايند لازم است از نمودارهاي كنترل نيز بهره ببريم.
با توجه به تنوع در نوع اطلاعات، نمودارهاي كنترل نيز متفاوتند. برخي از اطلاعات و داده ها از طريق اندازه گيري به دست مي آيند؛ مانند اندازه گيري ابعاد قطعات بر حسب ميليمتر يا وزن بر حسب كيلوگرم يا گرم. اين گونه اطلاعات را پيوسته مي نامند.
نوع ديگر اطلاعات اطلاعات ممكن است از طريق شمارش كسب شود؛ مانند تعداد اقلام ناقص. اين نوع اطلاعات را گسسته مي نامند. پاره اي دگر از اطلاعات ممكن است از طرق ديگر كسب يا بيان شود؛ مانند نقص در صافكاري، نقص رنگ، نقص سوراخهاي كره، نقص سوراخهاي يك صفحه مشبك، نقص سوزنهاي يك صفحه سوزني. براي هر كدام از اين اطلاعات، نمودارهاي كنترل مربوط به خود ترسيم مي شود.
به جدول زير توجه نماييد:
نوع نمودار كنترل نوع اطلاعات و داده ها
————————————————————————————-
X-bar , R اطلاعات و داده هاي پيوسته؛ مانند طول، عرض، ارتفاع، حجم، وزن
Pn , P داده هاي گسسته ؛ مانند تعداد اقلام ناقص، نسبت قطعات معيوب
U , C ساير اطلاعات؛ مانند نقص در صافكاري، نقاشي، نقص سوراخهاي كوره
نمودارهاي كنترل X-bar و R
نمودار كنترل X-bar و R نمودار كنترلي است كه هم مقدار ميانگين و هم دامنه تغييرات را براي يكسري داده هاي معين ارائه مي كند. اين نوع نمودار، متداولترين نوع نمودار كنترل مورد استفاده براي داده هاي پيوسته است. بديهي است كه در اين نوع نمودار ، X-bar عمدتا هر گونه تغيير در مقادير ميانگين توليد را نشان مي دهد و R نيز هر گونه تغيير در پراكندگي توليد محصول را نمايان مي سازد. اين نمودار به ويژه از اين نظر حائز اهميت است كه تغييرات در مقادير ميانگين و پراكندگي را همزمان و توام با هم نشان مي دهد. بنابراين تهيه اين گونه نمودار روشي بسيار موثر براي كنترل موارد غير عادي در توليد است.
هر گونه تغيير در ميانگين توليد و ميانگين كيفيت مورد نظر روي نمودار كنترل X-bar مشخص مي شود و مي تواند دليلي بر وجود وضعيت غير عادي در امور توليد باشد. چنانچه تغييري در پراكندگي توليد رخ دهد، وضعيت غير عادي روي هر دو نمودار كنترل X-bar و R قابل مشاهده خواهد بود. همچنين جهش ، روند و تناوب مواردي هستند كه در تحليل اين نمودار بايد مد نظر قرار گيرد.
نمودار كنترل P
نمودار كنترل P نشان دهنده نسبت قطعات معيوب است و همانگونه كه در بالا گفته شد براي مواردي به كار مي رود كه داده ها از نوع گسسته باشند.
نمودار كنترل C و U
از نمودار كنترل U در مواردي استفاده مي شود كه بررسي و شمارش تعداد نواقص در نمونه هايي از يك محصول، با اندازه هاي متفاوت (طول، سطح، حجم و . . . ) انجام پذيرد؛ مانند تعداد نواقص بافت در اندازه هاي متفاوت طول پارچه يا تعداد سوراخها در اندازه هاي مختلف سطوح يك صفحه مشبك. نمودار كنترل C نيز در مواردي به كار مي رود كه تعداد نواقص در يك نمونه واحد و يا به عبارت ديگر در واحد نمونه شمارش گردد؛ مانند تعداد نواقص در يك دستگاه معين، تعداد اشكالات در هر متر مربع پارچه يا يك طاقه فرش.
نرم افزار ميني تب (Minitab)
با توجه به قابليتهاي بسيار نرم افزار Minitab و منوهاي بسيار كه براي موضوع كنترل كيفيت دارد، اين نرم افزار در زمينه كنترل كيفيت آماري به صورت گسترده مورد بهره برداري قرار مي گيرد.
براي كسب اطلاعات بيشتر در مورد ميني تب (Minitab) به لينك مربوط در قسمت نرم افزارهاي آماري يعني لينك معرفی نرم افزار ميني تب مراجعه فرماييد.
همچنین کتاب الکترونیکی آمار کاربردی با مینی تب را از منو محصولات آموزشی این وب سایت می توانید تهیه نمایید تا بتوانید براحتی با این نرم افزار بی نظیر کار کنید.
دانلود و نصب Minitab از این صفحه سایت: دانلود مینی تب
براي انجام تحلیل آماری پایان نامه با Minitab با ما مي توانيد تماس بگيريد.



سلام. لطفا سوالات و نظرات خود در خصوص اين مطلب را در همين بخش ديدگاه مطرح نماييد. از طريق ايميل از پاسخ ما مطلع خواهيد شد.
براي جستجو در ميان کامنت ها از Ctrl + f استفاده نماييد.
سلام مهندس
ما خط رنگ بدنه خودرو داريم.
دوستان كيفيت نمودار C رسم كردن و به جاي اينكه محصول خروجي از يك فرآيند رو بررسي كنن ، نمونه رو از محصول نهايي كه چندين فرآيند رويه اون انجام شده برداشتن.
حتي نمودار مبنا هم رسم نكردن و نمودار جاري هم استفاده نميكنن.
الان اين موضوع برامون چالش شده.
حق با كي هستش؟ و يا راه درست چيه؟
و اينكه اگه خروجي فرآيند ما چند نوع نقص داشته باشه، نمودار C براي كل نقص ها انجام ميشه يا فقط يك نقص خاص رو بايد بررسي كنيم؟
ممنون ميشم اگه راهنمايي كنيد.
با تشكر